探索传统木雕的艺术形式与创作技巧

一、如何自制木雕刀
木雕刀的种类大致分凿粗坯用和掘细坯及修光用。因为粗坯凿子要经受锤子的敲击,所以必须使用管状形的刀具,而这种刀具在一般情况下,自己是无法制作的,只有到产地、厂家、商店或铁匠铺去定制、购买。这里所介绍的刀具制作法,一般只适用于掘细坯及修光用的刀,还有某些特殊形状的刀,也可根据需要自己添置。制刀用的材料主要选用拉直的弹簧钢条或高碳钢条,粗细约在0.3厘米至l厘米,截成6至7厘米左右的长度。辅助工具是:电动砂轮、打铁墩、小型打铁锤或重磅头、铁钳,家庭煤炉或管道煤气各一件。

制作方法如下:
第一步:把截成一定长度的钢条放在火上加热到通红的程度,这叫退火。退火的目的是让钢条变软,以便任意改变它的形状。烧红后用铁钳夹起放在铁墩上用铁锤将其一端锤扁成刀的坯形。刀坯的宽度与厚度应根据钢条本身的粗细及所制刀具的类型来确定,切勿过薄。
第二步:打出刀坯待其自然冷却后,再用砂轮磨形。磨形的时候,要注意刀面及刃口的厚薄均匀,同时一定要将锤打过的痕迹磨平。做小圆刀可用圆锉(什锦锉)锉出凹槽,用钢板锉其弧面。要使刀具握在手中舒适,还需从刀的头部至腰间用砂轮或钢锉做出腰形,但不宜太细,以免在使用时断裂。刀具的根部要磨成锥子形,以便插入木柄。(左图:自制小型圆刀)
第三步:刀坯成形后要淬火。先准备好一杯水或机油在边上。将成形刀坯的头部插入炉火内,通过加热到通红的程度,再用铁钳夹出以最快的速度插入水中约2厘米左右,使刀的头部骤然冷却,几秒钟后夹起看着有一条发蓝的火线往下退,退至离刀口5至6毫米处再插入水或油中。这叫定钢火,几秒钟后取出,稍冷后再丢进水中或油中浸半小时取出,取出后再放在火上有一定距离的烤至淡黄色即止。这样刀锋就不会太脆。淬火是一门复杂的技术,不同的冷却速度能淬出不同硬度的钢火,冷却的速度越快得到的钢火就越硬。刀具经过淬火后,会呈现灰白、灰米黄、灰黄橙、蓝等金属程序色,要注意观察及时掌握。如果仅有灰白色,说明钢火过硬;如果仅有蓝色,说明钢火过软,二者都不符合要求,必须要重新淬。淬灰米黄色最为适宜,俗称“淬黄火”,因它硬韧兼而有之,使用起来不易爆口或眷刃,可以适应雕刻各种木料。另外,钢的含炭量不同,淬火的方法也不同。用水淬火刀口硬,但较脆;用油淬火刀口稍软,但韧性好。这全凭经验来掌握。注意:用油淬火必须使用机油,不能用其它的油,以免引发火灾。
第四步:安装刀柄。刀柄握在手中要舒适灵巧。刀柄的材料应选择质地细腻,韧性好的硬木,如黄檀木、黄杨木、红木等,可自己做,也可找车木、旋活店订制购买。刀柄的长短粗细要与刀具相应配制,不易过长或过短。刀柄有腰部,握在手中就舒适。安装刀柄需借助手摇台钻床先钻眼,其大小应根据刀杆的粗细来定。最后将刀的根部插入刀柄约1.5厘米,再敲定牢固,自制刀具就完成了。

前面说过,木雕刀的种类大致分凿粗坯用和掘细坯及修光用。因为粗坯凿子要经受锤子的敲击,所以必须使用管状形的刀具,而这种刀具在一般情况下,自己是无法制作的,只有到产地、厂家、商店或铁匠铺去定制、购买。这里所介绍的刀具制作法,一般只适用于掘细坯及修光用的刀,还有某些特殊形状的刀,也可根据需要自己添置。制刀用的材料主要选用拉直的弹簧钢条或高碳钢条,粗细约在0.3厘米至l厘米,截成6至7厘米左右的长度。辅助工具是:电动砂轮、打铁墩、小型打铁锤或重磅头、铁钳,家庭煤炉或管道煤气各一件。
制作方法如下:
第一步:把截成一定长度的钢条放在火上加热到通红的程度,这叫退火。退火的目的是让钢条变软,以便任意改变它的形状。烧红后用铁钳夹起放在铁墩上用铁锤将其一端锤扁成刀的坯形。刀坯的宽度与厚度应根据钢条本身的粗细及所制刀具的类型来确定,切勿过薄。
第二步:打出刀坯待其自然冷却后,再用砂轮磨形。磨形的时候,要注意刀面及刃口的厚薄均匀,同时一定要将锤打过的痕迹磨平。做小圆刀可用圆锉(什锦锉)锉出凹槽,用钢板锉其弧面。要使刀具握在手中舒适,还需从刀的头部至腰间用砂轮或钢锉做出腰形,但不宜太细,以免在使用时断裂。刀具的根部要磨成锥子形,以便插入木柄。(左图:自制小型圆刀)
第三步:刀坯成形后要淬火。先准备好一杯水或机油在边上。将成形刀坯的头部插入炉火内,通过加热到通红的程度,再用铁钳夹出以最快的速度插入水中约2厘米左右,使刀的头部骤然冷却,几秒钟后夹起看着有一条发蓝的火线往下退,退至离刀口5至6毫米处再插入水或油中。这叫定钢火,几秒钟后取出,稍冷后再丢进水中或油中浸半小时取出,取出后再放在火上有一定距离的烤至淡黄色即止。这样刀锋就不会太脆。淬火是一门复杂的技术,不同的冷却速度能淬出不同硬度的钢火,冷却的速度越快得到的钢火就越硬。刀具经过淬火后,会呈现灰白、灰米黄、灰黄橙、蓝等金属程序色,要注意观察及时掌握。如果仅有灰白色,说明钢火过硬;如果仅有蓝色,说明钢火过软,二者都不符合要求,必须要重新淬。淬灰米黄色最为适宜,俗称“淬黄火”,因它硬韧兼而有之,使用起来不易爆口或眷刃,可以适应雕刻各种木料。另外,钢的含炭量不同,淬火的方法也不同。用水淬火刀口硬,但较脆;用油淬火刀口稍软,但韧性好。这全凭经验来掌握。注意:用油淬火必须使用机油,不能用其它的油,以免引发火灾。
第四步:安装刀柄。刀柄握在手中要舒适灵巧。刀柄的材料应选择质地细腻,韧性好的硬木,如黄檀木、黄杨木、红木等,可自己做,也可找车木、旋活店订制购买。刀柄的长短粗细要与刀具相应配制,不易过长或过短。刀柄有腰部,握在手中就舒适。安装刀柄需借助手摇台钻床先钻眼,其大小应根据刀杆的粗细来定。最后将刀的根部插入刀柄约1.5厘米,再敲定牢固,自制刀具就完成了。
二、如何研磨与保养刀具
搞木雕的人必须学会自己磨刀,而且还要勤磨刀、磨好刀,雕刻起来才会入木三分,功到渠成。所谓“工欲善其事,必先利器”,意思就是让人们在行事造物之前,要对工具进行充分地检验和准备。常有一些学生认识不到这一点,拿起雕刻刀三磨二磨,一是不得要领,二是不肯下功夫,结果雕木如同啃木,作品虽然勉强完成,但已费了很大的功夫和气力。有的往往是因为工具磨得不够锋利,生锤硬凿楞是把工具弄坏了,俗话说得好:“磨刀不误砍柴工”,事先多花一些工夫磨刀,雕刻起来就会得心应手,作品自然也会雕得又快又好。
要使工具经久耐用,还得注意珍惜保养。一把合格的雕刻刀,其使用寿命在正常的情况下,比如工厂里的师傅天天在用,那么可以用10-20年。避免刀具受损的关键除了掌握好磨刀的方法要领外,还要注意在使用过程中不宜将刀头刻入.过深,或用如图所示的方法抽拔刀具,否则必然造成锋口开裂或剥落。正确的方法是使用另一把刀轻轻削去该刀周围的木头,直至摇动为止。其次是当一项工作完成后,无论多累,都要先将工具收齐放好、然后再休息;假如要过一段时间再用,就应把工具修整好,或抹上油(以防潮防锈),分门别类放到工具箱或工具袋里,以待下次使用。这些都是延长工具的使用寿命之保证,也是良好的工作习惯。
关于磨刀石,行粗细软硬之分,以质纯无砂粒为佳。粗石,包括油石,主要用于新刀具开刀。粗石多为天然的粗砂石,砂轮机上的砂轮片也可以用。油石有各种型号和大小,用机油磨,瓦木、五金工具店有售。细石有二种,一种是用泥土和沙特别浇制的青色磨砖石,在日杂商店购买时以无气孔或少气孔为佳。此砖在使用前先用水在水泥地上磨平整,然后浸泡在水中。另一种是天然的细青石和“羊肝石”,“羊肝石”因色紫如羊肝而得名,南方多用于磨剃刀。细石的质地硬且细腻光滑,主要用来磨去刀口卷刃。民间行话讲:磨小刀宜用硬石,石硬不宜陷入磨迹,致使棱角尽失。
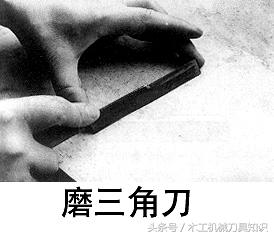
由于刀的种类、大小不同,所以磨刀石对圆刀、平刀、三角刀及其大小型号,都应有所适从,也就是适形对号,尤其是磨三角刀,磨石的角度要与之相吻,否则就很难将刃口磨得尖锐锋利。总之,磨刀石的种类与规格应尽量做到充分、合适。摆放也要稳妥,
可以用木条木块将其固定在板上或工作台的一角,以防磨刀时磨石滑动。磨刀的姿势也很重要,无论站、坐、蹲,都要注意姿势的端正,思想要集中。两手执刀要平稳,前后推动用力要均匀,要保持水平运动,做到手稳、力匀、路直。
磨刀方法很多,各人各地都有不同,但无论哪种都是先磨刀的斜面,直至刃口卷起,再反过来磨背面。如是重复几次,直至刀口锋利、崭齐,刀面光亮如镜。
刀刃锋利的关键所在:手必须保持水平运动,力必须均匀,刀背必须保持平直或圆直,近刃口部不得有一点驼背。
刀具刃口厚薄在用途上的区别:刀口越薄越锋利,但牢度也越差,根据这种情况,开毛坯的刀具刃口应该厚些,以经受较大的冲击力。掘细坯用的刀具刃口可适当厚些,经得掘挠。修光用的刀具刃口可以薄些、各种丝缕都能刻得光洁不隙。磨好的刀具最后要用油布或干布擦拭存放,如南方潮湿,手汗重者可涂些清漆在刀具上,以免生锈。切忌雕刻刀在水泥、砖石、金属等硬物上磕碰磨损。为安全起见应注意刀具放的位置,避免刀头朝外并超出桌沿,将自己或他人划伤。操作木雕时,放刀具的地方应垫上一块布,以防震动不慎滚落。
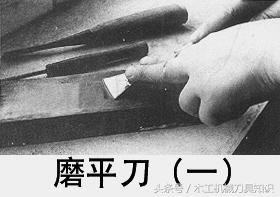
磨平刀:先磨斜面,右手执刀,左手轻轻按住刀背,以适合的角度斜贴在平整的粗石上,前后推磨至刀口开刃,再反过来磨背面,卷刃后换细石略加磨光即可。
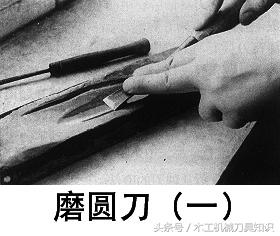
磨圆刀:初学者可先磨大的,再磨小的,因为磨圆刀有一定难度,小的更不好磨。方法是:用事先准备好的“阴阳槽模”。磨圆刀内口要和凸形槽条宽窄配好,保持一定角度;磨圆刀外口要和凹形槽沟宽窄配好,刀口压平。右手执刀,左手轻轻按住刀背,在磨石上移动时,要注意照顾到整个弧面的用力均匀。圆刀最忌刀口中央被磨凹,圆势两边的方角被磨掉。技术熟练的雕刻家,磨圆刀外口不用凹形槽沟,而是用右手拇指、食指和中指横握住刀杆,左手轻轻按住刀口,在前后移动过程中,手相应转动刀口,使刀口依次与石面接触,此法有称“滚磨”、“荡磨”。磨圆刀内口时,则选用粗细不同的油石条,大小砖头片或磨成圆弧的瓦片。右手执刀,左手持石,反复磨研,直至锋利齐整。
磨中钢刀:中钢刀的形状从侧面看呈等腰三角形,因此有两个斜面要磨,要注意保持其角度,两面相交在刀口,磨法与平刀相同。
磨斜刀:方法与磨平刀相同,只是在磨石上移动时,要随时注意刀尖的方向,一般是将尖角部分放在上方顺其钭着磨斜面,平面亦是这样磨。
磨月弯刀:月弯刀因其刀口呈圆弧,磨斜面时刀口放在适形的凹槽内磨,磨平面与平刀相同。
磨三角刀:三角刀的磨法难度较大,主要是角度不易掌握,稍不注意就会把角磨掉。所以要用细密石。首先是将左右二侧的锋面,放在平整的磨石上小心谨慎轮番磨,要注意刀面必须挺直,两面相交在中角上,然后核对在-块角度相吻的三角磨石上研磨槽内。要使三角刀刻出的线条既深又光洁,只有经常“保持刀砖模子与三角刀的角度相吻合,并且刀口要磨得尖锐锋利。


雕刻技法
所谓技法,就是木雕创作中作者对于形象和空间的处理手法。这种手法主要体现在削减意义上的雕与刻。确切地说,就是由外向内,一步步通过减去废料,循序渐进的将形体挖掘显现出来。在一次次的减法造型中,我们不仅体会到作品在“脱壳而出”的快慰,而且还能感受到各种刀法产生的特殊韵昧,有些偶然的效果,能使作品产生新的意韵。因此,在木雕艺术创作中,最有意义的探索是运用各种刀法,恰到好处的体现我们的创作意图。
刀法好比书法、绘画中的笔触,它能起到加强、丰富作品艺术效果的作用。优美的笔触之所以形成是技术达到了纯熟的表现。时常有人在临摹一张好画时,感到最难的莫过于笔触,因为笔触是作者的心灵与技巧相结合的产物,是任何模仿都难以体现的东西。所以只有掌握技巧并不断地积累经验,才能达到理想的真正属于自己的刀法。那种木纹与雕痕、光滑与粗糙、凹面与凸面、用圆刀排列,平刀切削……它们所表现的艺术语言,其魅力是其它材质的雕塑无法达到的。
总之,刀法就是雕刻家用来体现自己创作构思的技术手法,也是形象地揭示艺术内容的手段。运刀的转折、顿挫、凹凸、起伏,都是为了使作品更加生动自然以充分体现木雕的材质美,体现丰富的雕琢美。不明木雕艺术真意的人,在用刀时不是以刀代笔,而是描画做作,再加胆子小怕刻坏,结果刀法死板匠气,刻不出木雕的趣味来。因此要多刻多练多琢磨,熟而生巧才能形成自己的艺术语言和艺术风格。
一般来讲,搞木雕的人,除执刀法基本相同外,都各有自己擅长的刀法,初学者只要熟悉平刀、圆刀二种不同的用途,很快就能掌握刀法技巧。先强调一下执刀姿势的重要性,其正确与否不仅影响雕刻操作的顺利进行,而且还会引起安全方面的问题。那么,在大量切削木料的粗坯阶段,我们主要是用敲锤配合刀具进行工作,执刀姿势呈握拳状,当雕刻向外推进或深挖时,可作拳心向下状;当雕刻向内推进时可作拳心向上状,当雕刻轮廓欲切断木纹丝缕时又可作拳心向内或向外状,三种方法灵活掌握。如刀具刻入过深,切勿摇动刀柄急以抽出,否则会引起锋口开裂或剥落,应使用另一刀具并轻微削去该刀具周围的木料,直至其可摇动为止。在雕刻进行到细坯和修光阶段,我们主要运用刀具从事刻削工作,一种是双手握捏刀具,如:右手握紧刀柄上端,左手捏住刀杆上部,慢慢向右手方向推进。另一种是右手执刀呈握笔状,但要将无名指和小指紧抵在雕刻物上向前运刀,以控制尖刀。要注意左手的位置,做小件圆雕时,握住作品的左手应放在右手的后下方,作品一端可顶靠在工作台上;做浮雕时,为了按住木板,左手应远离右手的刀具,或者放在右手的后方。温州那边的黄杨木雕,因木质坚硬,人们时常要用肩胛来抵住刀柄向前运刀。对付木质细软的,可用右手掌心轻拍刀具即足以削去少量木料。
平刀块面法:主要是在凿坯时用平刀大块面的切削出作品的轮廓和结构部分,使其产生粗犷有力的斧劈刀削感,所以运刀必须稳、准、狠,要肯定有力、刀刀相符、爽气不腻,要使每一刀都说明问题并达到作品的最后效果。平刀块面法的运用过程实际上也是用简单抽象的几何形体概括各种复杂形体的造型过程,这个过程可以将每一个形体、每一块骨路,肌肉减化成大大小小的正方形、长方形、梯形、菱形。因此,要求作者有扎实的造型基本功和慨括自然形体的能力。平刀块面法可以结合一些圆刀贯穿于雕刻的全部过程以形成最后的艺术效果,也可以只运用在雕刻的初级阶段作大形处理,然后再用其它刀法做由方到圆的更丰富细腻的刻画。
圆刀雕琢法与排列法:由于圆刀刀法不肯定,刻出的形体轮廓比较含糊,产生的凹凸感又比较清晰,所以很适合探索表现各种物体的质感和肌理效果,作为浮雕的底面处理,俗称“麻底子”,也是一种极好的起衬托作用的表现手法。圆刀雕琢法是以大大小小不规则的凹凸形成体积,并在表面造成自然、浑厚、拙朴的美感。倘若与平刀结合起来,一方面是光滑细腻,如人的皮肤;一方面是粗糙毛涩,如人的发鬓、衣饰等,那么两者会形成强烈的质感对比,使作品产生丰富有趣的表现力。圆刀排列法与雕琢法的意义相同,只是作者要有意识的排列刀法,使其产生一定的装饰性和肌理效果。
、木雕工艺的技术要求和基本要领
凿粗坯:粗坯是整个作品的基础,它以简练的几何形体概括全部构思中的造型细节,要求做到有层次、有动势,比例协调,重心稳定,整体感强,初步形成作品的外轮廓与内轮廓。
凿粗坯的基本要领是,从上到下,从前至后,由表及里,由浅入深。从上到下,就是从头部开始做到脚跟;从前至后,就是先凿前身,再凿后背;由表及里,就是从木料表面开始,一层层向内剥进;由浅入深,就是先凿好浅的地方,再凿深的地方。凿粗坯时还需注意留有余地,如同裁剪衣服,要适当的放宽。民间行话说得好:留得肥大能改小,唯愁脊薄难复肥”,“内距宜小不宜大、切记雕刻是减法”。
掘细坯:先从整体着眼,调整比例和各种布局,然后将人物等具体形态及五官、四肢、服饰、道具等逐步落实并形成,要为修光留有余地。这个阶段,作品的体积和线条己趋明朗,因此要求刀法圆熟流畅,要有充分的表现力。掘细坯中的镂空技巧,要求以纵纤维组合镂空,镂去多余的部分。要运用带筋法,即在作品的擎空易断的部位留下一小块料使其与临近的部位牵附,待作品完成后再用薄刀密片法把牵附之筋去掉。
修光:运用精雕细刻及薄刀密片法修去细坯中的刀痕凿垢,使作品表面细致完美是修光的目的。要求刀迹清楚细密,或是圆转,或是板直,力求把各部分的细微末节及其质感表现出来。
打磨:根据有些作品需要,将白坯木雕用粗细不同的木工砂纸搓磨成细润光滑。要求先用粗砂纸,后用细砂纸。要顺着木纤维方向反复打磨,直至刀痕砂路消失,显示美丽的木纹,要注意保持作品轮廓清晰、线条流畅。
刻毛发、饰纹:用三角刀刻画毛发、饰纹,要求运刀爽快、肯定,粗细均匀,一丝不苟。
着色上光:着色不仅仅是为了弥补某些材料的不足或缺陷,而且还能起到加强丰富材料质感美和作品形式美的作用。因此在作品着色上要酌情而定,要求尽量体现出木纹的美。色泽要深沉明快,符合天然木质的种种美感。
上光的目的是滋润木质,使作品锦上生辉,同时也起到防污作用以便长期保存,因此要求均匀渗透,亮而不俗。
配置底座:底座不仅是主体的依托,也是雕刻造型中不可分割的一部分。因此要求底座的形状尺度要与作品的内容形式相辅相成。充满曲线与生动活泼的作品,可借简洁朴素的底座衬托,而造型简洁或肃穆的作品则可以在底座上稍事雕饰。总之要注意互相之间的比例协调,注意色调上的相互烘托,切勿喧宾夺主,本末倒置。

先将木头底部找平,注意重心。然后用墨线依照小泥稿按比例放大画在木头上。

在轮廓各个转折处用锯子将木纤维切断后,再用大号平刀、圆刀沿墨线垂直削去多余的木料。

用大号反口圆刀刻出正、反两面的形体起伏和动态方向后,再用小反圆刀刻出各个部位的凹凸关系,以初步确定人物的结构、比例、动态。

用中、小号正、反口圆刀自上而下的雕出人物头上发辫、脸上五官,并进一步调整人体各部位结构关系,刻画脸、颈、手、腰的表情、动态及衣纹走向。

先用小号圆刀将发辫、衣裙自上而下细细的整理一遍,要注意刀痕自然、利落。再用中、小号平刀将女孩的脸部与手臂修光、磨光,形成与头发、服装不同的质感对比。注意磨掉刀痕上的毛刺
木工刀具论坛“zjwoodtools”[微信号]
木工刀具网(http://www.zjwoodtools.cn)-木工刀具行业网站,木材切削加工技术专业交流论坛。


















 鲁公网安备37020202370254号
鲁公网安备37020202370254号